压铸机异常的检测和控制
日期:2017-12-08 / 人气:
无锡德昶精密铸造今天给大家分享压铸机异常的检测和控制。
对压铸机异常的检测和控制需要针对每一种具体的异常,分析其发生异常的原因和现象,然后在PLC的程序中编写适当程序进行检测和控制,使机器能够及时发出警报,根据严重程度自动实现停止当前动作或停泵等措施来保护机器和人身安全。工人可根据触摸屏提示,直观的找到异常原因,维护完成后确认异常,并在手动模式下控制机器回归原位,直到原位灯亮。这里特别需要提出的是,异常出现后机器不能动作或者停泵,直到异常解决,确认异常后才能再次开始动作或启泵。
压铸机的运动控制需要很多限位开关用以行程和位置检查,但限位开关使用一段时间后,运动部件的运动特性、压合开关的机械可靠性和限位开关本身的品质与特性都可能引起限位开关异常,比如中子插入到位和抽出到位限位开关同时发讯,或者不发讯;调模大和调模小限位开关同时发讯,或者不发讯等问题。此时,压铸机控制系统需及时检测到异常,发出警报和提示信息,并停止动作便于工人进行维修。下面以压射控制接近开关为例,对限位开关异常的检测和控制分别进行介绍。如图1所示,压射控制限位开关示意图。
异常处理方法:异常接触后,压铸机务必切换为手动模式,查看人机界面的报警信息,提示可能含“压回到位接近开关故障”,“一快接近开关故障”,“二快接近开关故障”,“增压接近开关故障”的一种或者几种。检查对应的限位开关,使故障的限位开关重新得电,把报警复位并在手动模式下把压铸机控制回原位。
对压铸机异常的检测和控制需要针对每一种具体的异常,分析其发生异常的原因和现象,然后在PLC的程序中编写适当程序进行检测和控制,使机器能够及时发出警报,根据严重程度自动实现停止当前动作或停泵等措施来保护机器和人身安全。工人可根据触摸屏提示,直观的找到异常原因,维护完成后确认异常,并在手动模式下控制机器回归原位,直到原位灯亮。这里特别需要提出的是,异常出现后机器不能动作或者停泵,直到异常解决,确认异常后才能再次开始动作或启泵。
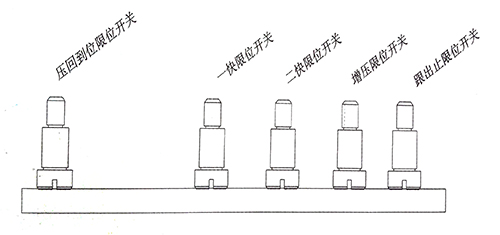
压铸机的运动控制需要很多限位开关用以行程和位置检查,但限位开关使用一段时间后,运动部件的运动特性、压合开关的机械可靠性和限位开关本身的品质与特性都可能引起限位开关异常,比如中子插入到位和抽出到位限位开关同时发讯,或者不发讯;调模大和调模小限位开关同时发讯,或者不发讯等问题。此时,压铸机控制系统需及时检测到异常,发出警报和提示信息,并停止动作便于工人进行维修。下面以压射控制接近开关为例,对限位开关异常的检测和控制分别进行介绍。如图1所示,压射控制限位开关示意图。
图1 压射控制限位开关分布图
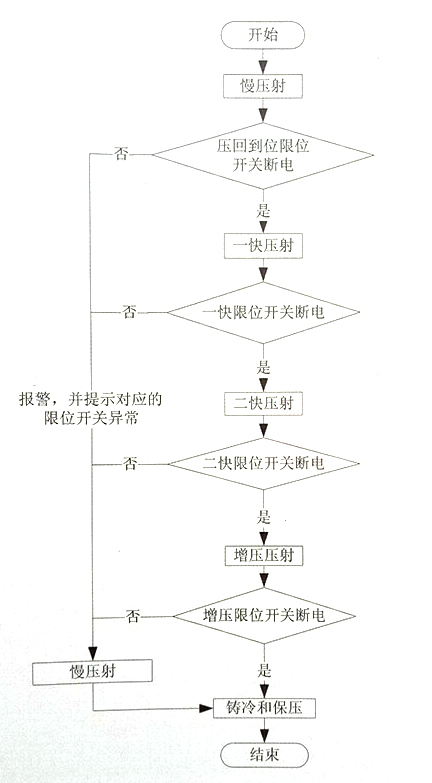
用限位开关控制压铸机的压射动作一般包含慢压射、一快压射、二快压射、增压等。在自动模式下,出现限位开关异常时,压射过程只允许执行慢压射动作,其他压射动作无法启动,系统的压力流量使用慢压射的压力和流量。压射限位开关异常的检测有:手动模式下,没有压射或压回动作下,压射(压回到位,一快位,二快位,增压位等)限位开关未发讯,或者正大压射或压回时限位开关异常,则异常成立。自动模式下,不是压射或压回时,限位开关异常,或者压射超时间或压回动作下,压射(压回到位,一快位,二快位,增压位,跟出位)限位开关未发讯,异常成立。图2展示了以上压射位开关异常的一种情况,即压射过程中限位开关故障的检测和压铸机动作的控制流程。异常处理方法:异常接触后,压铸机务必切换为手动模式,查看人机界面的报警信息,提示可能含“压回到位接近开关故障”,“一快接近开关故障”,“二快接近开关故障”,“增压接近开关故障”的一种或者几种。检查对应的限位开关,使故障的限位开关重新得电,把报警复位并在手动模式下把压铸机控制回原位。
图2 压射过程中限位开关异常的检测和控制
编辑:admin
上一篇:气体机缸盖内腔烧结缺陷分析 下一篇:德昶分享关于精密铸造的知识
